ປະເພດຂອງ
ລໍ້ຂັດໂລຫະປະສົມແລະວິທີການແຕ່ງຕົວ
ປະເພດຂອງລໍ້ຂັດພັນທະບັດໂລຫະ
ອີງຕາມວິທີການຜະລິດ, ລໍ້ຂັດພັນທະບັດໂລຫະສາມາດແບ່ງອອກເປັນ: ລໍ້ຂັດພັນທະບັດໂລຫະ sintered, ລໍ້ຂັດໂລຫະ electroplated, ແລະຊັ້ນດຽວແຜ່ນເຫຼັກມັດໂລຫະປະສົມລໍ້.
ລໍ້ຂັດໂລຫະປະສົມໂລຫະປະສົມແມ່ນຖືກນໍາໃຊ້ທົ່ວໄປ, ແລະລໍ້ຂັດໂລຫະ electroplated ສາມາດນໍາໃຊ້ໄດ້ພຽງແຕ່ໃນສະຖານະການທີ່ໂຫຼດ grinding ມີຂະຫນາດນ້ອຍ. ລໍ້ຂັດໂລຫະປະສົມຊັ້ນດຽວແມ່ນເປັນປະເພດໃຫມ່ຂອງລໍ້ຂັດພັນທະບັດໂລຫະພາຍໃຕ້ການຄົ້ນຄວ້າແລະການພັດທະນາ.
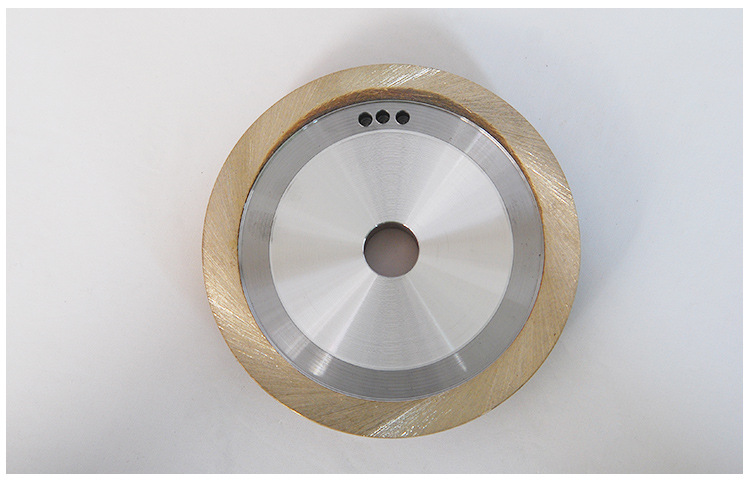
ລໍ້ຂັດພັນທະບັດໂລຫະ sintered
ລໍ້ຂັດໂລຫະທີ່ເຮັດດ້ວຍໂລຫະປະສົມສ່ວນຫຼາຍແມ່ນໃຊ້ໂລຫະເຊັ່ນ: ທອງສຳຣິດ ແລະເຫຼັກກ້າເປັນເຄື່ອງຜູກມັດ, ແລະຖືກຜະລິດໂດຍການເຜົາໄໝ້ດ້ວຍອຸນຫະພູມສູງ. ພວກມັນມີຄວາມເຂັ້ມແຂງຜູກມັດສູງ, ຮູບແບບທີ່ດີ, ທົນທານຕໍ່ອຸນຫະພູມສູງ, ການນໍາຄວາມຮ້ອນທີ່ດີແລະການຕໍ່ຕ້ານການສວມໃສ່, ຊີວິດການບໍລິການຍາວ, ແລະສາມາດທົນທານຕໍ່ຂ້ອນຂ້າງ.
ໂຫຼດໃຫຍ່.
ລໍ້ຂັດໂລຫະ sintered ແບບດັ້ງເດີມມີບັນຫາເຊັ່ນ: ການແຜ່ກະຈາຍບໍ່ສະເຫມີພາບຂອງ particles abrasive. Wang Chunhua et al. sintered SiC abrasive ໂລຫະ abrasives ກະກຽມໂດຍວິທີການຜະສົມໂດຍກົງແລະວິທີການຫໍ່, ແລະອະນຸພາກ SiC ແມ່ນກະແຈກກະຈາຍ uniformly ຫຼາຍ.
Xiao Bing ຈາກ Nanjing University of Aeronautics ແລະນັກອາວະກາດ, ໃນທັດສະນະຂອງການແຜ່ກະຈາຍບໍ່ສະເຫມີພາບຂອງເມັດ abrasive, ປະສິດທິພາບຕ່ໍາ, ແລະການເຜົາໄຫມ້ງ່າຍຂອງພັນທະບັດແລະເພັດທີ່ເກີດຈາກການປະສົມກົນຈັກໃນປະຈຸບັນຂອງເຄື່ອງມືຂັດໂລຫະເພັດ, ດໍາເນີນການ abrasive ຫຼາຍຊັ້ນ. ເຕັກໂນໂລຊີການແຜ່ກະຈາຍເປັນເອກະພາບ.
ການຮຽນ.
ເພື່ອຫຼີກເວັ້ນການຜຸພັງຂອງເພັດຫຼືຄວາມເສຍຫາຍອື່ນໆຂອງເພັດໃນເວລາທີ່ໂລຫະປະສົມໂລຫະເພັດລໍ້ຂັດແມ່ນ sintered, ເຊັ່ນດຽວກັນກັບການຫຼຸດຜ່ອນການປະຕິບັດພັນທະບັດຂອງ grit ເພັດແລະພັນທະບັດ, Ihara ໄດ້ພັດທະນາຊັ້ນໂລຫະເພື່ອເຄືອບ. grit ເພັດແລະອື່ນໆ
ເມັດພືດຂັດທີ່ເຄືອບດ້ວຍຊັ້ນໂລຫະຖືກຜູກມັດເຂົ້າກັນເພື່ອສ້າງເປັນໂຄງສ້າງລໍ້ຂັດເພັດຂອງ agglomerates.
ແຜ່ນໂລຫະປະສົມລໍ້ຂັດ
ລໍ້ຂັດເພັດດ້ວຍໄຟຟ້າໂດຍປົກກະຕິແລ້ວໃຊ້ nickel ຫຼື nickel alloy ເປັນໂລຫະເຄືອບ.
ເນື່ອງຈາກຄວາມແມ່ນຍໍາສູງຂອງມັນ, ລໍ້ຂັດ electroplated ໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນຄວາມໄວສູງ, ຄວາມໄວສູງແລະເຄື່ອງ grinding ຄວາມແມ່ນຍໍາ.
ເພື່ອເຮັດໃຫ້ວິທີການຜະລິດຂອງລໍ້ຂັດເພັດ electroplated ງ່າຍແລະປັບຄວາມເຂັ້ມຂົ້ນຂອງເມັດຂັດເພັດຢູ່ໃນຫນ້າວຽກຂອງລໍ້ grinding, ການປະດິດສະເຫນີວ່າຄວາມຫນາຂອງພັນທະບັດໂລຫະແມ່ນຫນ້ອຍກ່ວາ 1/2 ຂອງຄວາມສູງຂອງ. ເມັດພືດຂັດເພັດ, ແລະຂະຫນາດຂອງເຄື່ອງຕື່ມທີ່ໃຊ້ແມ່ນ 1.5 ເຖິງຂະຫນາດຂອງເມັດຂັດເພັດ.
Yu Aibing ແລະອື່ນໆໄດ້ດໍາເນີນການຄົ້ນຄ້ວາກ່ຽວກັບ ultrasonic electroplating ເພັດ grinding wheel ການທົດສອບຂະບວນການ electroplating ລໍ້, ການທົດສອບຄວາມຫນາແຫນ້ນຂອງເມັດພືດ abrasive, ແລະອື່ນໆ, ເພື່ອໃຫ້ໄດ້ຮັບຂະບວນການ electroplating ultrasonic ສົມເຫດສົມຜົນແລະປັບປຸງປະສິດທິພາບຂອງເຄື່ອງມືເພັດ electroplated ໄດ້.
ອົງປະກອບເສີມພັນທະບັດໂລຫະ
ເພື່ອເພີ່ມກໍາລັງການຍຶດຫມັ້ນຂອງພັນທະບັດກັບເມັດພືດທີ່ຂັດ, ເຊັ່ນດຽວກັນກັບຄວາມເຂັ້ມແຂງຂອງພັນທະບັດ, ການປະຕິບັດການ grinding, ຄຸນສົມບັດກົນຈັກ, ແລະຊີວິດຂອງລໍ້ grinding ໄດ້, ອົງປະກອບປະກອບເປັນ carbide ທີ່ເຂັ້ມແຂງ, ອົງປະກອບຂອງແຜ່ນດິນໂລກຫາຍາກແລະອົງປະກອບອື່ນໆສາມາດເພີ່ມເຂົ້າໄປໃນ. ພັນທະບັດໂລຫະ.
ການສຶກສາໄດ້ສະແດງໃຫ້ເຫັນວ່າການເພີ່ມອົງປະກອບຂອງແຜ່ນດິນໂລກທີ່ຫາຍາກ La ແລະ Ce ສາມາດປັບປຸງການຜູກມັດລະຫວ່າງເພັດແລະມາຕຣິກເບື້ອງ, ຄຸນສົມບັດກົນຈັກຂອງມາຕຣິກເບື້ອງ, ຄວາມສູງຂອງຂອບເພັດ, ແລະຄວາມຄົມຊັດຂອງເຄື່ອງມືເພັດ.
ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການດ້ານການປະຕິບັດຂອງໂລຫະປະສົມລໍ້ເຫຼັກ, Luciano et al. ສະເຫນີໃຫ້ເພີ່ມ Si (
ໂລຫະປະສົມເຄື່ອງແຕ່ງກາຍລໍ້
ເທກໂນໂລຍີການແຕ່ງຕົວຂອງລໍ້ຂັດໂລຫະປະສົມແມ່ນເປັນຈຸດສຸມໃສ່ການຄົ້ນຄວ້າຂອງມັນຢູ່ສະ ເໝີ.
ນັກວິຊາການຈາກປະເທດຕ່າງໆກໍາລັງແຂ່ງຂັນກັນເພື່ອພັດທະນາເຕັກໂນໂລຢີການແຕ່ງຕົວໃຫມ່ສໍາລັບລໍ້ຂັດເພັດທີ່ອີງໃສ່ໂລຫະ. ວິທີການແຕ່ງຕົວຕົ້ນຕໍແມ່ນມີດັ່ງນີ້:
ວິທີການແຕ່ງຕົວຕິດຕໍ່ (ການຕິດຕໍ່ໄຟຟ້າ, ECDD)
ການແຕ່ງຕົວແບບການຕິດຕໍ່ທາງໄຟຟ້າ (ECDD) ໄດ້ຖືກສະເໜີເປັນຄັ້ງທຳອິດໂດຍ Tamaki ແລະ Kondoh ໃນປີ 1999.
ມັນໃຊ້ພັນທະບັດໂລຫະຂອງລໍ້ grinding ເພື່ອຕິດຕໍ່ກັບຊິບໂລຫະເພື່ອສ້າງເປັນ loop ໃນປັດຈຸບັນ, ເຮັດໃຫ້ເກີດການໄຫຼທັນທີທັນໃດ, ແລະ erode ພັນທະບັດໂລຫະຢູ່ໃນອຸນຫະພູມສູງໃນທ້ອງຖິ່ນເພື່ອບັນລຸຈຸດປະສົງຂອງການແຕ່ງຕົວລໍ້ grinding ໄດ້.
Xie Jin ຈາກມະຫາວິທະຍາໄລເທັກໂນໂລຍີພາກໃຕ້ຂອງຈີນ ແລະ Tamaki ຂອງສະຖາບັນເທັກໂນໂລຍີ Kitami ໃນປະເທດຍີ່ປຸ່ນ ໄດ້ໃຊ້ວິທີການຕັດລວດລາຍທີ່ຕິດຕໍ່ເພື່ອເອົາລໍ້ຂັດເພັດ 600# ໃຫ້ຄົມຊັດ. ຫຼັງຈາກການຂັດແກ້ວ optical (BK10), Ra ບັນລຸ 0.12μm.
Xie Jin ແລະ Tamaki ໄດ້ດໍາເນີນການສຶກສາທົດລອງກ່ຽວກັບ electrolyte ຂອງເຕັກໂນໂລຊີ dressing discharge ການຕິດຕໍ່. ຜົນການທົດລອງໄດ້ພິສູດວ່າ electrolyte ສ່ວນໃຫຍ່ກໍານົດການປະຕິບັດຂອງເຕັກໂນໂລຊີ dressing discharge ຕິດຕໍ່ພົວພັນ.
ວິທີການ EDM ໃນອາຍແກັສ
ວິທີການ EDM ຂອງອາຍແກັສໃນອາຍແກັສໄດ້ຖືກສະເຫນີຄັ້ງທໍາອິດໂດຍ Kunieda ແລະ Yoshida ໃນປະເທດຍີ່ປຸ່ນໃນ 1997. ມັນໃຊ້ການໄຫຼວຽນຂອງອາກາດຄວາມໄວສູງຈາກ electrode ທໍ່ທໍ່ເພື່ອເອົາວັດສະດຸ workpieces vaporized ແລະ melted, ແລະໃນເວລາດຽວກັນທົດແທນການເຮັດວຽກ. ນ້ໍາເພື່ອບີບອັດການຈໍາກັດຊ່ອງທາງການໄຫຼ
ຜົນກະທົບການຂະຫຍາຍຕົວຂອງມັນເຮັດໃຫ້ພະລັງງານການໄຫຼອອກມີຄວາມເຂັ້ມຂຸ້ນສູງໃນພື້ນທີ່ຂະຫນາດນ້ອຍຫຼາຍເພື່ອບັນລຸຈຸດປະສົງຂອງການຖອນຕົວຜູກມັດ.
Xie Jin ແລະຜູ້ອື່ນໆຈາກມະຫາວິທະຍາໄລ South China University of Technology ໄດ້ນໍາໃຊ້ກະແສໄຟຟ້າແບບກະພິບດຽວໃນອາຍແກັສເພື່ອບັນລຸການຫລໍ່ຫລອມໂລຫະຂອງລໍ້ຂັດທີ່ມີຄວາມແມ່ນຍໍາຂອງໂລຫະເພັດ, ເຊິ່ງເຮັດໃຫ້ຮູບຊົງຂອບຂອງລໍ້ grinding ດີຂຶ້ນແລະປັບປຸງຄຸນນະພາບຂອງຫນ້າດິນ.
ວິທີການຕັດ vibration ultrasonic
ວິທີການ dressing vibration ultrasonic ແມ່ນສະເຫນີໂດຍນັກວິຊາການຂອງ Bulgarian Institute of Technology. ມັນໃຊ້ພະລັງງານຂອງ ultrasonic ເພື່ອຂັບໃບຫນ້າໃນຕອນທ້າຍຂອງເຄື່ອງມືໃນການສັ່ນສະເທືອນ ultrasonic, forcing particles abrasive in the mixed oil abrasive to continually impact and polish the processed surface at a large speed and acceleration.
ອຸປະກອນການຢູ່ໃນພື້ນທີ່ປຸງແຕ່ງແມ່ນເມ່ືອຍ່ອງເຂົ້າໄປໃນອະນຸພາກອັນດີຫຼາຍ, ເຊິ່ງ blown ລົງຈາກວັດສະດຸ.
ອີງຕາມຫຼັກການຂອງການສັ່ນສະເທືອນຮູບຮີ ultrasonic ຂັບເຄື່ອນໂດຍແຫຼ່ງ vibration ຕາມລວງຍາວດຽວ, Gao Guofu ແລະອື່ນໆໄດ້ນໍາໃຊ້ເຕັກໂນໂລຊີເຄື່ອງແຕ່ງກາຍ ultrasonic ການຊ່ວຍເຫຼືອ elliptical ເພື່ອດໍາເນີນການຄົ້ນຄ້ວາດ້ານວິຊາການກ່ຽວກັບການແຕ່ງຕົວຢ່າງໄວວາແລະຊັດເຈນຂອງໂລຫະປະສົມເພັດລໍ້, ເລືອກຕົວກໍານົດການ dressing ສົມເຫດສົມຜົນ. , ແລະບັນລຸຂະຫນາດອະນຸພາກອັນດີງາມ
ການແຕ່ງຕົວທີ່ມີລາຄາຖືກແລະລວດໄວຂອງລໍ້ເພັດ.
Zhao Bo ແລະອື່ນໆແມ່ນຖືກຕ້ອງ
ການຄົ້ນຄວ້າກ່ຽວກັບປັດໃຈອິດທິພົນຂອງເຕັກໂນໂລຊີການຕັດ vibration ultrasonic elliptical ໃຫມ່, ການຄົ້ນຄວ້າທົດລອງ proves ວ່າຜົນບັງຄັບໃຊ້ trimming ຂອງເຕັກໂນໂລຊີ trimming vibration ultrasonic elliptical ມີຂະຫນາດນ້ອຍ, ແລະມັນຫຼຸດລົງດ້ວຍການເພີ່ມຂຶ້ນຂອງພະລັງງານ vibration ultrasonic ໄດ້.